





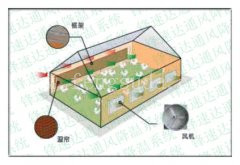


AG8旗舰厅通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
厂房排风机_建筑安装分项工程施工工艺规程(一)三联供
附录
附录1 参考标准及规范
序号 编号 名称 1 GB700 碳素结构钢 2 GB/T1591 低合金高强度结构钢 3 GB5117 碳钢焊条 4 GB5118 低合金钢焊条 5 GB/T14957 熔化焊用钢丝 6 GB/T14958 气体保护焊用钢丝 7 GB/T1228~1231 钢结构高强度六角头螺栓、大六角头螺栓、垫圈与技术条件 8 GB3632~3633 钢结构用扭剪型高强度螺栓连接副 9 JGJ82~91 钢结构高强度螺栓连接的设计、施工及验收规程 10 JGJ81 建筑钢结构焊接技术规程 11 GBJ17 钢结构设计规范 12 GB50300-2002 建筑工程施工质量验收统一标准 13 GB50205-2001 钢结构工程施工质量验收规范 14 JGJ99-98 高层民用建筑钢结构技术规程 15 GB50026-93 工程测量规范 16 JGJ80 建筑施工高处作业安全技术规程 17 GB11345-89 钢焊缝手工超声波探伤方法和探伤结果分级法 18 GB3323 钢融化焊对接接头射线照相和质量分级法 19 JG/T3034.1 焊接球节点钢网架焊缝超声波探伤方法及质量分级法 20 JG/T3034.2 螺栓球节点钢网架焊缝超声波探伤方法及质量分级法 21 GB5313 厚度方向性能钢板 22 GB5780 六角头螺栓—c级 23 GB500715 高层民用建筑设计防火规范 24 GB14907 钢结构防火涂料通用技术条件 25 CECS24:90 钢结构防火涂料应用技术规程 26 GB8923 涂装前钢材表面锈蚀等级和除锈等级 27 GB/T12755-9 建筑用压型钢板 28 JGJ7-91 网架结构设计与施工规程 29 YB9238-92 钢—混凝土组合楼盖结构设计与施工规程
30 CECS102:98 门式刚架轻型房屋钢结构技术规程
第三部分 钢网架结构工程
1.适用范围:
网架结构是指工业与民用建筑屋盖及楼层的空间铰接杆件体系如双层平板网架结构、三层平板网架结构,双层曲面网架结构,组合网架结构,这里不包括悬挂网架,斜拉网架,预应力网架及杂交结构等。
2.网架结构常用形式有:
由平面桁架系组成的两向正交正放网架,两向正交斜放网架,两向斜交斜放网架,单向折线形网架。
由四角锥体组成的正放四角锥网架,正放抽空四角锥网架,棋盘形四角锥网架,斜放四角锥网架,星形四角锥网架。
由三角锥体组成的三角锥网架、抽空三角锥网架、蜂窝形三角锥网架。
3.从节点而言,经常用的有焊接空心球节点,图 1螺栓球节点图 2 两种,还有焊接钢板节点图 3等。
(图见附件)
4.应根据网架受力和构造特点(如结构选型、网架刚度、外型特点、支撑形式、支座构造等),在满足质量、安全、进度和经济效果的要求下,结合当地的施工技术条件和设备资源配备等因素。因地制宜综合确定,拼装及安装方法。
常用的工地安装方法有六种:高空散装法、分条或分块安装法、高空滑移法、整体吊装法、整体提升法和整体顶升法。
网架安装方法及适用范围
安装方法 内容 适用范围 高空散装法 单杆件拼装 螺栓连接节点的各类型网架 小拼单元拼装 分条或分块安装法 条状单元组装 两向正交、正放四角锥、正放抽空四角锥等网架 块状单元组装 高空滑移法 单条滑移法 正放四角锥、正放抽空四角锥、两向正交正放等网架 逐条积累滑移法 整体吊装法 单机、多机吊装 各种类型网架 单根、多根拔杆吊装 整体提升法 利用拔杆提升 周边支承及多点支承网架 利用结构提升 整体顶升法 利用网架支撑柱作为顶升时的支撑结构 支点较少的多点支承网架 在原支点处或其附近设置临时顶升支架 备注 未注明连接节点构造的网架,指各类连接节点网架均适用
5.采用吊装、提升或顶升的安装方法时、其吊装或支点的位置和数量的选择应考虑下列因素:
1)宜与网架结构的使用时的受力状况相接近。
2)吊点或支点的最大受力不应大于起重设备的负荷能力
3)各起重设备的负荷宜接近。
6.安装方法确定后,施工单位应会同设计单位按安装方法分别对网架的吊点(支点)受力、挠度、杆件内力、风荷载作用下提升或顶升时支承柱的稳定性和风荷载作用的网架水平推力等项进行验算,必要时应采取加固措施。
施工荷载应包括施工阶段的结构自重及各种施工活荷载、安装阶段动力系数:采用提升法或顶升法施工时、可采取1.1,当采取拔杆吊装时,可取1.2,当采用履带或汽车式起重机吊装时可取1.3。
第一章 钢结构制作施工工艺标准
适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。
第一节 材料要求
1.1.1钢结构使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,必须符合设计要求和现行标准的规定。
1.1.2进厂的原材料,除必须有生产厂的出厂质量证明书外,并应按合同要求和有关现行标准在甲方、监理的见证下,进行现场见证取样、送样、检验和验收,做好检查记录。并向甲方和监理提供检验报告。
1.1.3在加工过程中,如发现原材料有缺陷,必须经检查人员、主管技术人员研究处理。
1.1.4材料代用应由制造单位事先提出附有材料证明书的申请书(技术核定单),向甲方和监理报审后,经设计单位确认后方可代用。
1.1.5严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂以及生锈的焊丝。用于栓钉焊的栓钉,其表面不得有影响使用的裂纹、条痕、凹痕和毛刺等缺陷。
1.1.6焊接材料应集中管理,建立专用仓库,库内要干燥,通风良好。
1.1.7螺栓应在干燥通风的室内存放。高强度螺栓的入库验收,应按国家现行标准《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82的要求进行,严禁使用锈蚀、沾污、受潮、碰伤和混批的高强度螺栓。
1.1.8涂料应符合设计要求,并存放在专门的仓库内,不得使用过期、变质、结块失效的涂料。
第二节 主要机具
1.2.1主要机具
设 备 名 称 设 备 型 号 数量 设备能力 桥式起重机 5,10t 塔式起重机 60/80T.M 16T汽车起重机 QY16A 10T运输汽车 HY9140K 型钢带锯机 数控、多头直条、型钢、半自动、仿形、圆孔、磁轮切割机 车床 CA6140 数控三维、摇臂钻床 钻、端面铣床
坐标镗床 T4240 刨床 BH6070 立式、卧式压力机 剪板机 JZQ16-2500 滚剪倒角机 GD-20 磁力电钻 RD-32A 直流焊机 AX5-500 交流焊机 BX1-500 CO2焊机 YM-500KR 埋弧焊机 NZA-1000 焊条烘干箱 HY704-4 焊剂烘干箱 HJ-50 电动空压机 4L-20 喷砂机 PBS-100R 喷漆机 GPQ9C 叉车 CPQ-1B 卷板机 CDW11HNC-50*2500 25002522525002500 焊接滚轮架 HGZ-5A 翼缘矫正机 YTJ-50 超声波探伤仪 ECHOPE220 数字温度仪 RKCDP-500 膜测厚仪 345FB-MKⅡ 数字钳形电流表 2003 温湿度仪 WHM5 焊缝检验尺 SK 磁粉探伤仪 DA-400S 游标卡尺 钢卷尺 30,50M
第三节 作业条件
1.3.1完成施工详图,并经原设计人员签字认可。
1.3.2施工组织设计、施工方案、作业指导书等各种技术准备工作已经准备就绪。
1.3.3各种工艺评定试验及工艺性能试验和材料采购计划已完成。
1.3.4主要材料已进厂。
1.3.5各种机械设备调试验收合格。
1.3.6所有生产工人都进行了施工前培训,取得相应资格的上岗证书。
第四节 操作工艺
1.4.1工艺流程
(图见附件)
1.4.2操作工艺
1,厂房排风机.放样、号料
1)熟悉施工图,发现有疑问之处,应与有关技术部门联系解决。
2)准备好做样板、样杆的材料,一般可采用薄铁皮和小扁钢。
3)放样需要钢尺必须经过计量部门的校验复核,合格后方可使用。
4)号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质的零件应分别号料。并依据先大后小的原则依次号料。
5)样板样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作线、弯曲线等各种加工符号。
6)放样和号料应预留收缩量(包括现场焊接收缩量)及切割、铣端等需要的加工余量:
铣端余量:剪切后加工的一般每边加3-4mm,气割后加工的则每边加4-5 mm.
切割余量:自动气割割缝宽度为3mm,手工气割割缝宽度为4mm.
焊接收缩量根据构件的结构特点由工艺给出。
7)主要受力构件和需要弯曲的构件,在号料时应按工艺规定的方向取料,弯曲件的外侧不应有样冲点和伤痕缺陷。
8)号料应有利于切割和保证零件质量。
9)本次号料后的剩余材料应进行余料标识,包括余料编号、规格、材质及炉批号等,以便于余料的再次使用。
2.切割
下料划线以后的钢材,必须按其所需的形状和尺寸进行下料切割。
1)剪切时应注意以下要点:
(1)当一张钢板上排列许多个零件并有几条相交的剪切线时,应预先安排好合理的剪切程序后再进行剪切。
(2)材料剪切后的弯曲变形,必须进行矫正;剪切面粗糙或带有毛刺,车间通风设备,必须修磨光洁。
(3)剪切过程中,切口附近的金属,因受剪力而发生挤压和弯曲,重要的结构件和焊缝的接口位置,一定要用铣、刨或砂轮磨削等方法。
2)锯切机械施工中应注意以下施工要点:
(1)型钢应进行校直后方可进行锯切。
(2)单件锯切的构件,先划出号料线,然后对线锯切。成批加工的构件,可预先安装定位挡板进行加工。
(3)加工精度要求较高的重要构件,应考虑预留适当的加工余量,以供锯切后进行端面精铣。
(4)锯切时,应注意切割断面垂直度的控制。
3)在进行气割操作时应注意以下工艺要点:
(1)气割前必须检查确认整个气割系统的设备和工具全部运转正常,并确保安全。
(2)气割时应选择正确的工艺参数。切割时应调节好氧气射流(风线)的形状,使其达到并保持轮廓清晰,风线长和射力高。
(3)气割前,应去除钢材表面的污垢、油污及浮锈和其它杂物,并在下面留出一定的空间,以利于熔渣的吹出。
(4)气割时,必须防止回火。
(5)为了防止气割变形,操作中应先从短边开始;应先割小件,后割大件;应先割较复杂的,后割较简单的。
3.矫正和成型
1)矫正
(1)成品冷矫正,一般使用翼缘矫平机、撑直机、油压机、压力机等机械力进行矫正。
(2)火焰矫正,加热方法有点状加热、线状加热和三角形加热三种。
①低碳钢和普通低合金钢的热矫正加热温度一般为600~900℃,车间降温,而800~900℃为热塑性变形的理想温度,但不准超过900℃。
②中碳钢则会由于变形而产生裂纹,所以中碳钢一般不用火焰矫正。
③普通低合金钢在加热矫正后应缓慢冷却。
2)成型
(1)热加工:对低碳钢一般都在1000~1100℃,热加工终止温度不应低于700℃。加热温度在500~550℃。钢材产生脆性,严禁锤打和弯曲,否则容易使钢材断裂。
(2)冷加工:钢材在常温下进行加工制作,大多数都是利用机械设备和专用工具进行的。
附件下载:建筑安装分项工程施工工艺规程(1)
建筑安装分项工程施工工艺规程(2)
建筑安装分项工程施工工艺规程(3)
建筑安装分项工程施工工艺规程(4)
AG8旗舰厅负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章:
- 车间通风降温:总理考察中关村创业大街:同款咖啡售罄我国2020年基本建成中医药健康服务体系--科技--人民网
- 猪场通风:水帘厂家如何赢得市场
- 湿帘空调:苹果6月推出全新流媒体音乐beats music 仍在努力谈判阿


